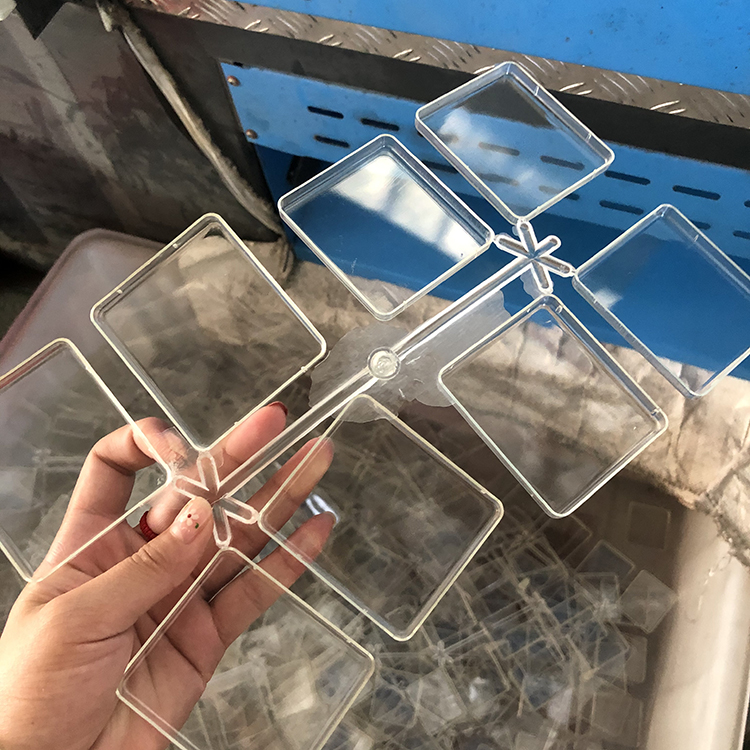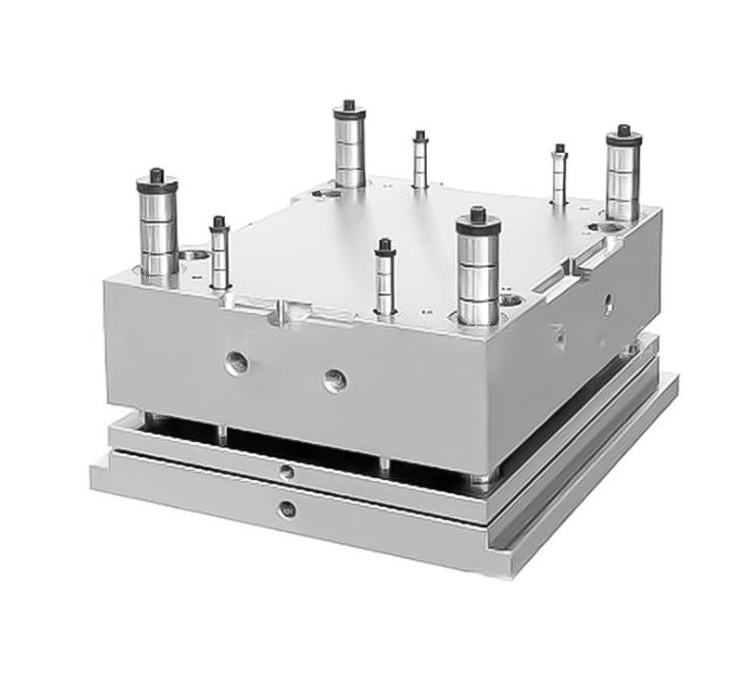


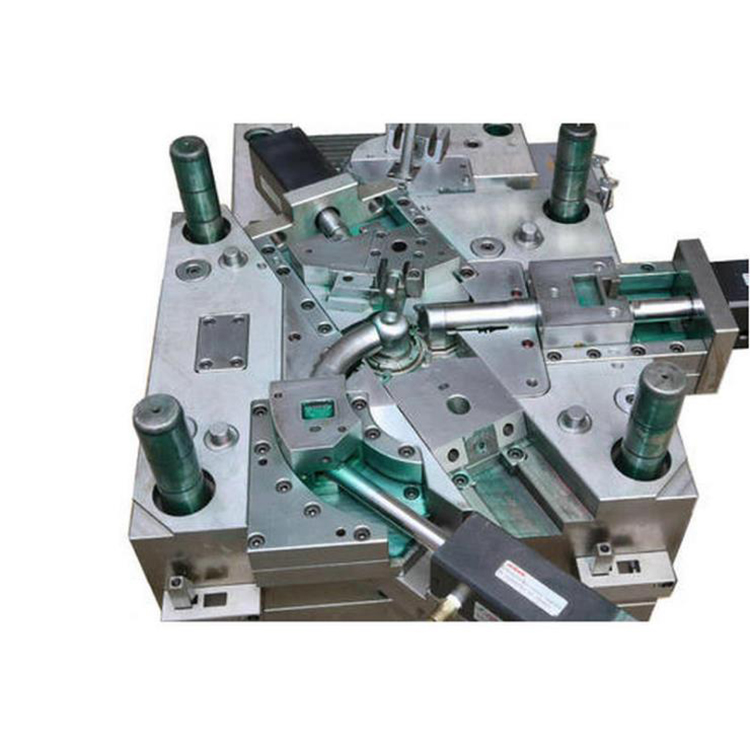






扬州友嘉模塑有限公司,位于扬州宝应县,专业的注塑模具设计制造和塑料件注射成型工厂。亦承接注塑加工、塑料件加工、注塑模具加工。产品广泛应用于建筑门窗、物联网电子标签、医疗设备、电器电子、汽车、通讯、LED灯具、 纺机和日用品等领域。现有50T至360T全电脑精密注射成型机多台,材料涉及ABS、ASA、PP、HDPE、LDPE、 POM、PA6、PA46、PA66、PA612、PA+玻纤、PBT、PC、PC+ABS、PC+PBT、 PMMA、PS、TPE、 TPU、TPR、PPO、 PPS等。
查看详情 扬州友嘉模塑有限公司欢迎您!